

Cách hàn ống HDPE đúng chuẩn như thế nào? chính là câu hỏi được rất nhiều khách hàng đặt ra khi sử dụng sản phẩm này. Bài viết dưới đây của chúng tôi sẽ hướng dẫn bạn cách hàn ống HDPE chi tiết và chính xác nhất nhé!
Tại sao cần hàn ống HDPE?
Nhiều người thắc mắc tại sao phải hàn ống nhựa HDPE? Thực tế đây là một kỹ thuật và công việc rất cần thiết khi bắt đầu lắp đặt sản phẩm trong các công trình công nghiệp và xây dựng.
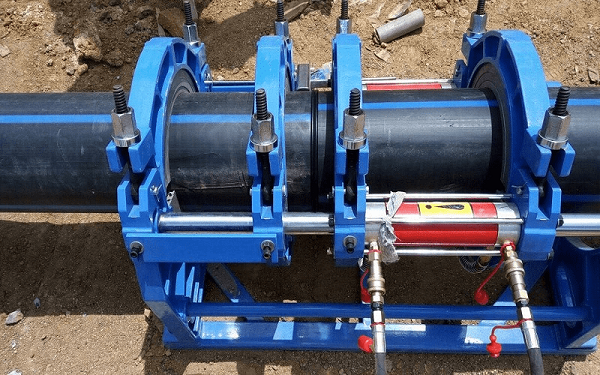
Hiện nay, có khá nhiều loại máy hàn ống nhựa HDPE nhưng phổ biến nhất phải kể tới máy hàn cơ và máy hàn thủy lực. Theo đó, việc hàn ống sẽ đảm bảo cho hệ thống không bị rò rỉ. Đồng thời cũng giúp tăng sức bền cho ống trước tác động của môi trường bên ngoài.

Cách hàn ống nhựa HDPE đúng chuẩn nhất
Yêu cầu của mối hàn ống nhựa HDPE khắt khe hơn nhiều với các kỹ thuật hàn khác. Mối hàn phải đạt độ ngấu cao, không có lỗ hổng và không được chảy rỉ vào bên trong ống.
Để làm được điều này, thì quy trình và kỹ thuật, cũng như cách hàn ống nhựa HDPE sẽ bao gồm 4 bước cơ bản như sau:
- Bước 1: Tiến hành kẹp ống vào máy, làm sạch. Sau đó đồng thời kiểm tra độ thẳng tâm của 2 đầu ống và nhiệt độ trên đĩa gia nhiệt.
- Bước 2: Thực hiện lắp bàn dao khỏa vào máy và chỉnh máy khỏa 2 mặt đầu của ống cho tới khi nào đảm bảo độ nhẵn và song song. Sau đó, tiến hành tháo dao khỏa rồi làm sạch phoi cắt trên 2 mặt đầu ống để đảm bảo cho ống được thẳng tâm.
- Bước 3: Đặt đĩa gia nhiệt vào giữa 2 đầu ống và điều khiển đẩy 2 đầu ống tiếp xúc với đĩa nhiệt. Thực hiện cho tới khi nào đạt được mức độ nóng chảy cần thiết. Khi 2 đầu ống gia nhiệt đạt được mức độ nóng chảy theo quy định thì hãy tách 2 đầu ống và tháo đĩa nhiệt khỏi máy.
- Bước 4: Nhanh chóng tiến hành đẩy nhẹ nhàng 2 đầu ống tiếp xúc với nhau. Đồng thời hãy giữ áp suất kết nối theo quy định cho tới khi mối hàn đảm bảo được làm nguội hoàn toàn.
Những lưu ý khi hàn ống nhựa HDPE
Bên cạnh cách hàn ống nhựa HDPE thì bạn cũng cần lưu tâm đến những thông tin sau khi tiến hành kỹ thuật hàn.
Bảng kích thước nóng chảy khi gia nhiệt
| STT | Cỡ ống (mm) | Kích thước nóng chảy H (mm) |
| 1 | 50 – 90 | 2 – 3 |
| 2 | 110 – 180 | 4 – 6 |
| 3 | 200 – 315 | 7 – 9 |
| 4 | 355 – 500 | 10 – 12 |
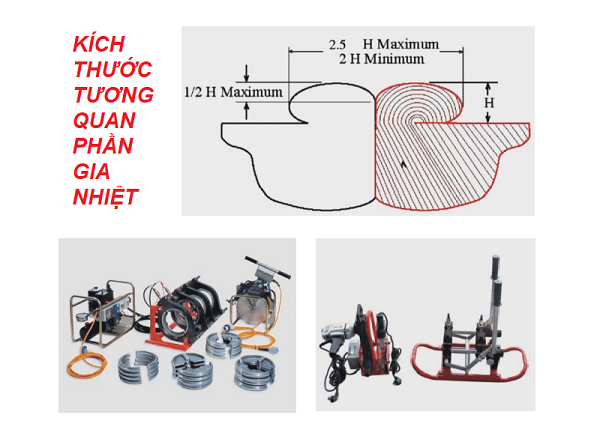
Kích thước tương quan phần gia nhiệt
Các dạng sai hỏng trong quá trình hàn ống HDPE
Một số dạng sai hỏng trong quá trình hàn ống HDPE như sau:
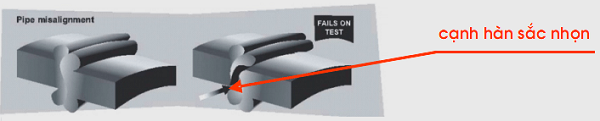
- Ống không thẳng tâm, cùng với áp suất hàn cao tạo nên cạnh hàn sắc nhọn. Dạng sai hỏng này tạo ra ứng suất gãy và làm giảm độ bền của mối hàn.
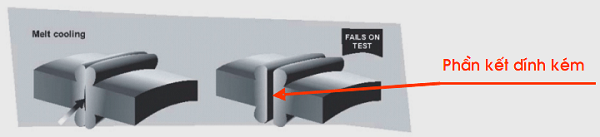
- Bề mặt gia nhiệt bị khô. Lý do là bởi phần gia nhiệt bị nguội nhanh trước khi hàn. Từ đó làm mối hàn dễ gãy ở mặt tiếp xúc. Phần nóng chảy phía ngoài có thể vẫn tốt. Thế nhưng phần kết dính phía trong kém nên sẽ làm cho mối nối không tốt, dễ gãy.
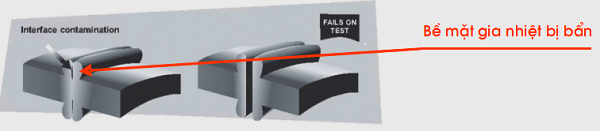
- Bề mặt gia nhiệt bị bẩn. Vùng nóng chảy tạo ra khuyết tật dạng khe hở. Mối hàn không đảm bảo.
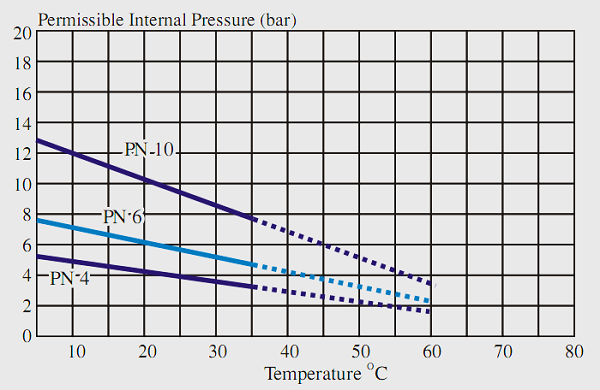
- Sự tương quan của nhiệt độ với áp suất ống
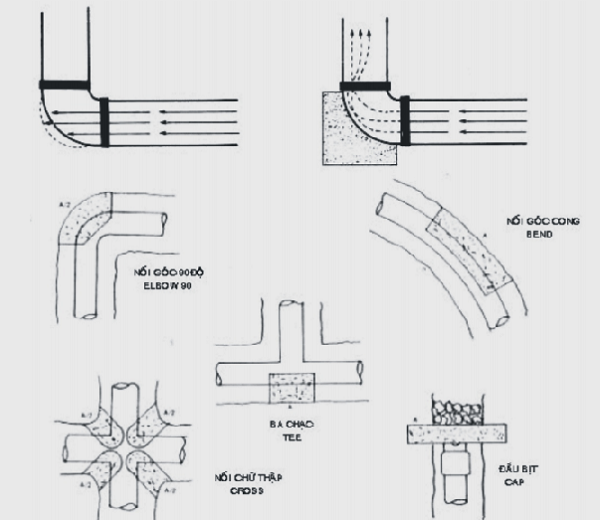
- Khối chặn bê tông cố định mối nối
Trên đây là những thông tin chi tiết về cách hàn ống HDPE mà chúng tôi muốn chia sẻ đến bạn. Nếu còn bất cứ thắc mắc hay vấn đề gì cần tư vấn. Hãy liên hệ ngay với Asia Plastic để được hỗ trợ 24/7 nhé!


